当前位置:山东威力重工机床有限公司 > 常见问题 >
四梁四柱液压机压制耐火砖的生产工艺
作者:液压机厂家人气:
发表时间:2021-07-31
四梁四柱液压机压制耐火砖的生产工艺
山东威力重工四柱液压机适用于压制耐火材料制品,如镁质,镁铬质,高铝质和粘土质等耐火制品。压制耐火砖四梁四柱液压机本体来用立式四柱,双向加压结构,油泵直接传动.能实现双向等量压制,低,高压多次加压和稳压成型,并设有容积加料装置,制品夹取,运送装置和砖坯厚度自动调节装置.从而满足了耐火材料成型工艺的多种要求,并使装料—成型—出砖整个生产过程全部自动化.电气控制采用无触点系统,能保证在频繁操作和多尘环境下进行手动,半自动和全自动操作。
压制耐火砖四梁四柱液压机有上压式和双面加压式两种,目前使用比较多的还是双面加压式,它可以达到成型耐火砖坯密实度一直,上下表面所受压力一样,提高砖坯的密实度和强度,成型原理合理。双面加压耐火砖成型液压机并不是上下两个油缸同时加压,而是通过模框的上下浮动来实现双面加压的效果,与上下各一个油缸相比,具有成本低、维护方便等优势。
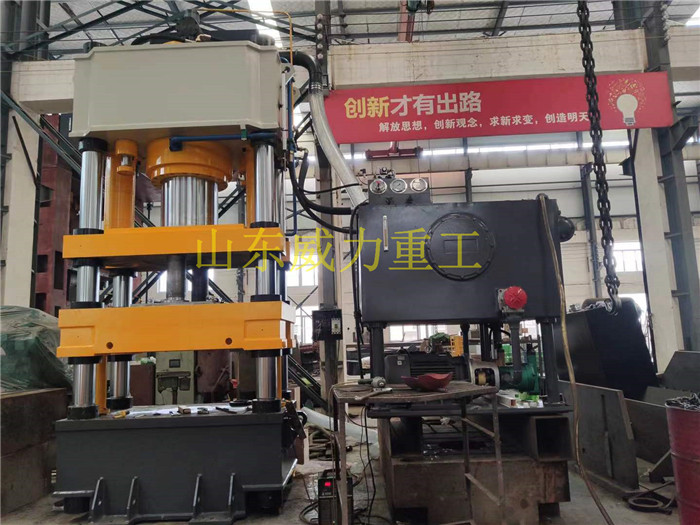
耐火砖成型液压机
大型液压机压制耐火砖的特点就是利用液压传递能量产生压力,在压砖过程中大型液压机双面加压平稳工作压力容易调节,易满足耐火制品成型工艺的要求,压制出的耐火砖质量好。其设备压制耐火砖的生产工艺主要由以下四个环节方面构成:
1、根据加工耐火砖所用的原料质量进行指标三项抽样试验:指标试验、理化性能试验及加热炉燃烧试验。合格的原料只有合格后才能投入液压机生产压制使用中。
2、原料制备人员应当严格按照压制耐火砖四梁四柱液压机生产厂家技术部制定的工艺配比要求配制原料。在配制过程中,必须准确称重,按时混合。搅拌均匀,确保现场清洁和原料纯度。

压制耐火砖专用四梁四柱液压机
3、压制耐火砖四梁四柱液压机在耐火砖成型过程中,应根据产品的结构制定成型方法。但是,无论采用何种成型方法,都要特别注意产品的结构。在成型过程中形成的前方坯的半成品在继续生产之前必须经过检验和合格,并且在所有标有产品类型、净重和生产日期的半成品上,应明确标识,以便进行质量跟踪。这期间还需质量检验人员应根据图纸的尺寸逐一进行检验,以确保尺寸正确,同时应进行抽样检验。在保证质量的前提下,及时发现问题,解决问题,确保半成品的产量,同时必须保证生产进度。
4、通过检验的耐火砖半成品对需要干燥的液压机压制出的砖类产品在指定地点冷却2-3天。在干燥窑中,干燥时间在25-30低温下3-5天,然后在50-65高温下7-15天强制干燥。在整个干燥过程中,操作人员应注意避免半成品的边角缺陷。同时,操作人员应填写干燥记录,并注明生产日期,使烘烤过程顺利进行。
山东威力重工液压机厂家生产的压制耐火砖四梁四柱液压机选用全自动控制,无需人工操作,可自动完成整个生产过程,设备工作台面大,一次可压制多块砖坯,单机产量大,液压系统效率高。了解更多液压机技术参数以及报价,请电话咨询:0632-5680515 18306370978(同微信)
山东威力重工液压机厂家生产的压制耐火砖四梁四柱液压机选用全自动控制,无需人工操作,可自动完成整个生产过程,设备工作台面大,一次可压制多块砖坯,单机产量大,液压系统效率高。了解更多液压机技术参数以及报价,请电话咨询:0632-5680515 18306370978(同微信)
本文由液压机厂家整理,转载请注明来自:www.xichuangwang.com